
當兩根或者更多根光纖連接在一起時,熔接——通過將兩根斷開的光纖對齊,并使用電弧將二者熔合在一起,是損耗最少、最牢固,也是最可靠的接合方式。
雖然機械接續連接器已經取得了長足的進步,而且使用的是對接光纖的現場端接方法,盡管這種方式無需使用昂貴的熔接設備,可我們卻很少再聽到任何使用機械接續作為接合鏈路光纖的方法。
巧妙但不持久

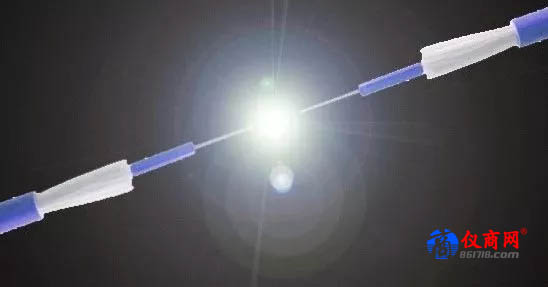
不同于熔接器通過電弧形成永久性的熔合,機械接續只是將兩根光纖的端面對在一起,讓光纖芯保持對齊,以便光纖可以從一根光纖傳導至另一根光纖。與熔接相同的是,良好的切割斷面能夠帶來平整光纖端面,這對于機械接續過程至關重要。
在機械接續中,最常見的光纖對齊方法是使用一種被稱為折射率匹配凝膠的粘合劑。在這種情況下,兩根光纖需要對齊,并通過一根細管或者保護殼之類的小部件固定在一起,然后用折射率匹配凝膠完成接續。“折射率匹配”指的是這種凝膠具有同光纖相同的折射率,從而能夠防止發生反射,提供最佳的傳輸性能。(折射率,是一種衡量光在進入一種物質時發生多少彎曲或曲折的參數。)
另外一種機械接續方法則是V型槽。這需要使用某種基材或者定位桿來形成V型槽,讓兩根光纖能夠對齊。如果選擇基材,需要使用粘合劑將光纖固定在溝槽基材上。如果使用定位桿V型槽,需要將兩根定位桿并排放在一起形成一個V型的溝槽,然后或者使用彈簧,或者使用第三根定位桿,將光纖壓入槽中。
這種接續方式存在什么問題?

Index-matching gel - 折射率匹配凝膠
Positioning rods - 定位桿
V-groove - V型槽
機械接續部署速度快,無需使用熔接機,因此對于小型工程而言是一種更加實惠的選擇。盡管如此,這種方式主要用于緊急排障和多模光纖鏈路臨時連接。造成這種現象最主要的原因是可靠性和性能。
一般而言,機械接續的可靠性會隨著時間的推移而降低。因為機械接續是把兩根光纖端面放在一根短管或者V型槽中對接在一起,光纖很容易被從接合處扯出。雖然折射率匹配凝膠日臻成熟,但一些劣質凝膠隨著時間的推移也會斷裂。而且,因為一些折射率匹配凝膠的折射率會隨著溫度改變,機械接續未必經受得住環境溫度的變化,比如在南極洲接續光纖肯定不能依賴凝膠。
但也許機械接續不像以前那么流行的最主要的原因是性能。首先,因為光纖纖芯尺寸較小,難以對齊,因此對單模光纖來說這并不是一種理想的接續方法。其次,機械接續的插入損耗范圍最少為0.2dB,最大值可達到0.75dB,而良好的熔接帶來的插入損耗則會低于0.1dB。插入損耗是驗證光纖鏈路性能的一個主要參數,而且最新的高速光纖應用,例如40和100Gig網絡,有著嚴格的損耗標準,機械接續很容易就會讓損耗預算超出限制。
如果性能和可靠性還不足以讓你信服,熔接是當今光纖鏈路的唯一選擇,大量研究表明,對于任何經常從事光纖接續工作的人而言,最終也是因為成本較低而選擇。不僅在過去十年中,熔接的成本一直在降低,而且當你完成了幾百次機械接續之后,此時你的總花費可能比一開始選擇使用熔接機還要高。