
隨著目前線路板密度不斷增高以及封裝不斷縮小,過去的檢測方法已不能滿足高速生產的要求,一種新的矢量檢測法應運而生。在PCB裝配過程中采用矢量成像技術來識別和放置元件,可以提高檢測的精度、速度和可靠性。
PCB裝配生產線上的每臺設備其性能都因需求而異,生產廠商對產量的要求加上線路板上更高的密度、更復雜的排板技術及更小的元件等等,都給錫膏涂覆、元件貼放、回流焊以及對這些過程進行檢測帶來了極大的困難。
產量提高和封裝減小增加了檢測難度,使得現在的檢測和分析方法已跟不上業界發展的需求。過去幾年里人們開發出多種不同類型的方法對印刷電路板裝配進行檢測,如X射線檢測、激光掃描、自動光學檢測(AOI)及X射線/AOI混合檢測等,這些方法中只有AOI具有在線檢測能力,而其他方法只能在較小范圍內使用,如激光掃描用于錫膏檢測,二維或三維X射線則用于檢測面陣列器件內的錫球互聯情況。
自動光學檢測的基本原理是使用軟件工具使操作人員找到并確定元件的位置,可檢測出有引腳器件、芯片級封裝(CSP)及球柵陣列(BGA)封裝器件等。傳統AOI依靠對像素網格值進行分析來確認線路板上元件的位置,這種方法又稱為灰度相關法,它將元件灰度模型或參考圖與板上實際元件相比較,一旦選準要搜索的模型,圖像處理系統就通過計算像素數目找尋一個與之精確匹配的元件,如果找到了,元件的位置也就知道了。由于系統不斷會檢測到一些新元件,因此為適應這些新的元件形狀參考圖形可能經常發生變化。
當元件相對參考模型旋轉了一個角度或者大小不太一致時,像素網格分析方法就會出問題。同樣,產品的顏色、光照及背景情況也很重要,如果變化很大,可能很難或者根本就找不到相匹配的模型。
矢量成像技術
矢量成像技術采用合成圖像作為示教參考模型,以確保不產生錯誤。矢量成像不需要像素分析,它靠的是定義元件形狀的交點矢量,矢量由方向和傾斜度確定,在矢量成像技術里一個正方形相當于四條線段,一個足球則相當于兩個弧形。
矢量成像技術采用視窗操作系統,使用一種高分辨率數字相機,系統采用統計過程控制(SPC)軟件和一個根據線路板上所裝配并需要進行檢查測量分析元件所作的綜合元件圖形庫,它能將Gerber、CAD或ASCII/Centrid數據轉換成機器代碼。

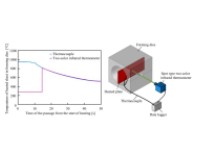
為得到最佳對比度和成像清晰度,需要用到幾種光源,檢查時由程序來選擇光源、顏色組合和光強,以達到最佳視覺效果。為了確保識別的正確性,元件的高度必須小于8mm(從PCB板表面到元件頂端)。
由于矢量成像技術用到的是幾何信息,所以元件是否旋轉、得到的圖形與參考模型大小是否一致都沒有影響,而且也和產品顏色、光照和背景等的變化無關。矢量成像檢查分三部進行:
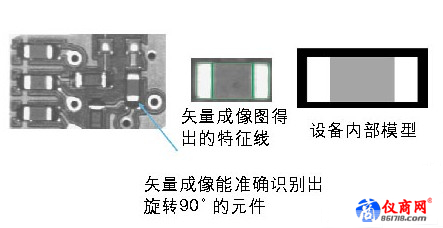
矢量成像系統在元件影像圖上找出主要特征并將其分離出來(圖1),然后對這些顯著特征進行測量,包括形狀、尺寸、角度、弧度和明暗度等;
檢查合成圖象和被測元件圖像主要特征的空間關系;

最后,不論元件旋轉角度、大小或相對其背景的總體外觀如何,它在線路板上的x、y和θ值都可通過計算確定下來。
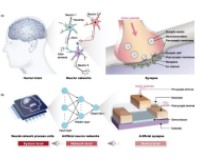
和其他檢測方法不同,矢量成像技術只要創建了參考模型,就能適應線路板上的每一個元件,而不管其形狀、大小和方向。當把元件模型從一臺視像檢查設備轉移到另一臺光學系統不同的設備上時,所得到的圖像大小會發生改變,但此時系統能自動對變化進行處理。
此外,矢量成像技術還能適應元件外觀變化(圖2)、元件上附加的其它特性或由于重疊造成某個元件部分被隱藏遮擋,傳統的像素網格系統一般無法分析出被遮擋元件的位置。